
Pristatymo terminas kiekvienai prekei nurodomas prie kainos bloko.
Pristatymas visoje Lietuvoje: nemokamas.














Trumpai apie prekę
Prekė: Suvirinimo aparatas FLUX MMA/TIG, pusiau automatinis, 200A, IGBT, LCD. Kategorija: Pusiau automatiniai suvirinimo aparatai.
- Gamintojas: Wertberg
- Modelis: SG 2.40
➕ Inverter semi-automatic welding machine WERTBERG euroquality SG 2.40
- inverter migomat (inverter, inverter) for semi-automatic welding with self-shielding FLUX wire (core, powder, inner shield) without the need for shielding gas FCAW method ("gas-free MIG") with synergistic setting of operating parameters
- enables MMA welding in a wide range of diameters of electrodes wrapped using the welding arc optimization function: HOT START, ANTI STICK and ARC FORCE
- as well as – after using an additional TIG cable with a valve in the handle (separately available in our offer) – a non-melting electrode in a gas shield (TIG LIFT method)
- smooth adjustment of basic settings: wire extension speed, operating current and voltage
- compact dimensions, light weight, a combination of working methods and power supply from a standard 230 V network make it a convenient, versatile and useful tool for any workshop.
➕ WERTBERG euroquality SG 2.40 - technical specifications
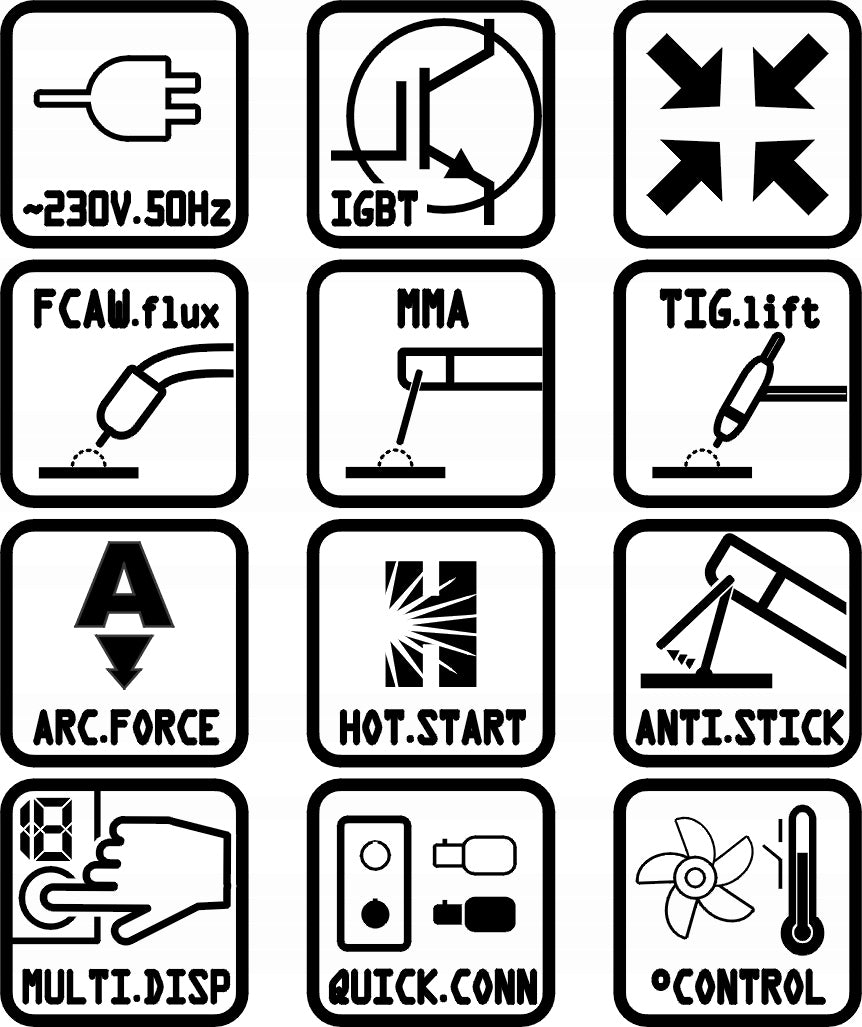
- power supply: ~230 V // 50/60 Hz
- technology: inverter IGBT
- synergy of operating parameters
- display of operating parameters: LCD
- cooling: turbo - fan
- dimensions / weight: 38 x 16 x 29 cm / 5,5 kg
- degree of protection / insulation class: IP 21S / F
- FCAW method - MIG without gas
- welding current: 20 ÷ 200A
- FLUX wire diameter: 0,8 ÷ 1,0 mm
- max spool diameter / weight: 120 mm / 1,2 kg
- MMA method - wrapped electrode
- MMA welding current: 20 ÷ 200 A
- electrode diameter: 1,6 ÷ 4,0 mm
- TIG lift method - non-melting electrode
- TIG lift welding current: 15 ÷ 200 A
- electrode diameter: 0,5 ÷ 1,6 mm
➕ advanced inverter technology: excellent results
- standard mains power supply
- modern IGBT inverter technology
- compact dimensions / reduced weight - facilitated mobility
- FCAW flux method (gas-free MIG)
- MMA method - wrapped electrode
- TIG lift method - non-melting electrode in Ar shield
- auto optimization of arc current
- facilitated arcing
- anti-stick - facilitated "sticking off" of the attached electrode
- display of operating parameters - LCD
- working wires on quick couplers
- integrated thermostat + turbo fan cooling
- durability and reliability thanks to the latest technology, precision and quality
- multifunctionality - optimally selected operating parameters
- innovative, safe and economical to use design
- wide range of operation and ideal welding results
- best ratio of functionality to price
- possibility of cooperation with generators, generator sets
- effectiveness of professional and demanding tasks, including work at height
- wide selection of popular consumables + constantly available range of accessories
- warranty in a convenient door-to-door D2D system
- service and operational support also in the post-warranty period
➕ Wertberg SG 2.40 - comfort and safety of use
- convenient transport handle
- compact dimensions
- light weight
- working wires on DIN quick couplers
- integrated cooling system
- durable, aesthetic housing
- possibility of dismantling and replacing wires
- transport mobility
- hassle-free storage
- comfort also when working at heights
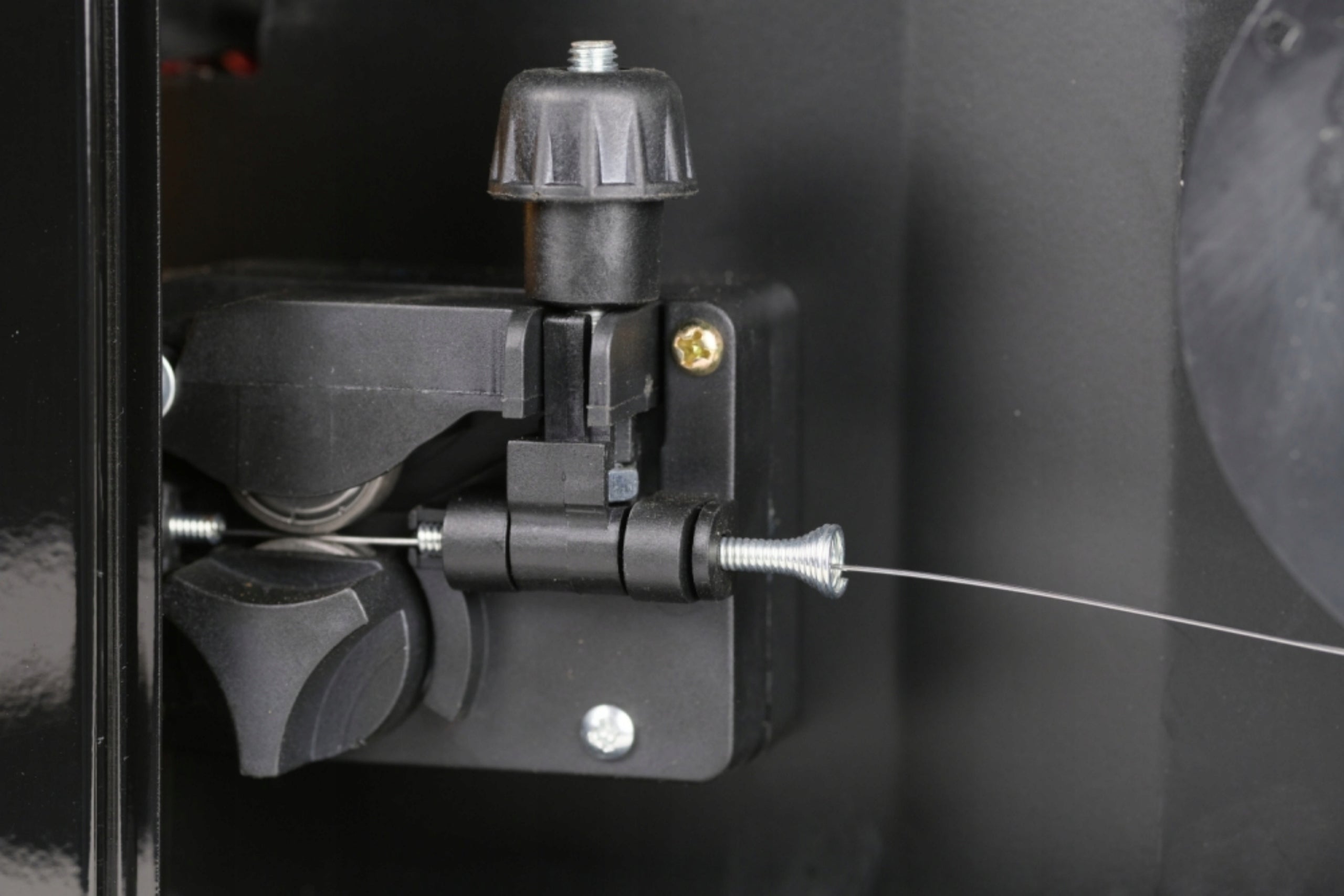
- convenient access to the wire chamber
- solid cover hinges
- Chamber flap lock
- efficient wire feed motor
- precise, two-roll wire feeder
- manual installation instructions for the spool
- universal anti-slip roller 0,8 | 1,0mm
- Support for standard spools: D100
- support for spools up to 12cm in diameter and weighing up to 1,2kg
➕ simple, intuitive control and selection of operating parameters
➕ clear panel with LCD screen
- selection of functions - working method
- > FLUX 0,8 | FLUX 1,0 | MMA | TIG lift
- precise selection of optimal, basic operating parameters depending on the type and thickness of the processed materials and the electrodes or wires used:
- > V voltages and > FLUX wire extension speeds
- > MMA current | Tig lift
- automatic operation of the HOT START arc optimization function | ANTI STICK | ARC FORCE
- synergistic adjustment of other parameters
➕ PEO (Power Efficiency Optimization) technology - energy optimization
The device uses the power supply more efficiently and economically and in practice is characterized by better operating parameters (e.g. work with a wider range of electrodes) from welding machines of older construction based on V. and earlier generations of transistors and relays, including devices with nominally higher welding currents and power consumption; PEO solutions also include the operation of the PWM module.
Does not overload the power supply – even when fully utilizing the functionality, it does not exceed safe, standardized values of power consumption and effective input current. In older designs (with a higher maximum operating current necessary to ignite the arc of thicker electrodes), the current drawn by the power cable and the standard 16A plug from the 230V mains reaches values that exceed this limit and may lead to potentially dangerous situations (overheating of electrical installations as a result of current consumption higher than the standard 16A) or reducing the comfort of work (frequent interference of safety devices). Maintaining a practical balance of work efficiency and safety and energy balance is also ensured by an advanced thermal protection module with an efficient fan.
➕ FCAW (Flux Cored Arc Welding)
a method similar in application to MIG/MAG (GMAW) with the difference that instead of solid wire in the shield of additionally fed protective gas, FLUX core (powder) wire is used. This wire is in the form of a tube with a specialized filling, which during welding generates protective gases for the weld lake. This method is increasingly used both in industry and workshop or even hobby practice; in machining and steel structures, in the construction of tanks and pressure installations, in the automotive industry, etc. Due to its growing economic availability and evident advantages:
- possible welding outside the premises, wire core gas provides protection against weld oxidation
- high work efficiency (no need to replace electrodes as in MMA) in a wide range of thickness and geometry of bonded elements
- mobility and compact dimensions of devices, the possibility of using in forced positions and difficult access (no need to use cylinders with additional shielding gas)
- easy ignition and conduction of the welding arc (no requirement for high welding qualifications of the user)
- good quality of obtained welds, "clean" welds - a limited amount of slag and chipping (directly dependent on the quality of the wire used - recommended Wertberg FLUX ) at a relatively low material cost
➕ MMA (Manual Arc Welding)
traditional, the most historically widespread, universal method of arc welding with various types of wrapped electrodes. The electrode is in the form of a metal core covered with a compressed sheath. An electric arc is produced between the end of the electrode and the welded material and the electrode is progressively melted. Drops of molten metal electrodes are transferred through the arc to a liquid weld lake creating a weld of the workpieces after cooling. The welder pushes the electrode as it melts into the welded object to maintain a constant-length arc and at the same time moves its melting end along the welding line. The melting sheath of the electrode emits gases that protect the liquid metal from the influence of the atmosphere and then solidifies and forms a slag on the surface of the lake, which protects the solidifying metal of the weld from the influence of the environment. After laying one stitch, the slag should be mechanically removed. MMA enables welding of elements and structures made of carbon steel, stainless steel, galvanized steel and cast iron, and to some extent even aluminum using appropriate wrapped electrodes (rutile, cellulose, alkaline, for galvanized steel, stainless steel INOX i.in. special and specialized) in all the most popular diameters and required positions:
- low-alloy and non-alloy steel (recommended PIROTEC PRO, UNI and STN electrodes)
- galvanized steel (recommended PIROTEC SPO electrodes)
- high-alloy steel, stainless INOX (recommended PIROTEC SPI electrodes)
- cast iron (recommended PIROTEC SPŻ electrodes)
- certain grades of aluminium alloys (e.g. SPA electrodes)
The state-of-the-art inverter technology used in the Wertberg SG 2.40 based on proven IGBT components ensures stability and operational reliability while reducing the weight, dimensions and energy demand of the device. The Wertberg SG 2.40 welder is equipped with automatic welding arc optimization functions:
- HOT START – temporarily strengthening the current and supporting arc ignition at the initiation of work
- ARC FORCE – stabilizing the arc in case of inevitable fluctuations in its length during electrode movement
- ANTI STICK – preventing the electrode from sticking to the welded material, facilitating the "sticking off" of the accidentally stuck electrode
➕ TIG WELDING (Tungsten Inert Gas; other name: GTAW)
consists in joining elements as a result of melting their tangential surfaces using a welding arc created between a non-melting electrode and a material processed in an inert gas shield. In this method it is not necessary to use an additional material as a binder. However, if additional material is used (e.g. if it is necessary to fill the gap between the edges), it is introduced into the weld lake manually, and not by means of a welding torch (as in the MIG/MAG/FCAW method – wire or MMA – electrode). Binder is usually available in the form of properly selected material and diameter wire - rod (available in our offer). The TIG welding process takes place surrounded by a chemically inert protective gas, most often argon or helium, flowing from the nozzle of the electrode holder. The shielding gas protects the weld and electrode from oxidation, but does not affect the metallurgical process. Usage features of TIG non-melting electrode welding method:
- universal method - you can weld almost all metals and alloys, in all positions
- possibility of welding thin sheets - from about 0,5mm, but low welding speed - low efficiency, especially with thicker elements
- high quality and purity of the weld; complete absence of liquid metal splatter
- easy control over the welding lake, amount of heat and additional material
- quality of welds depending on the skill of the welder
The TIG method makes it possible to obtain an extremely clean and high quality weld. The process does not produce slag, which eliminates the risk of contamination of the weld with its inclusions and the finished weld practically does not require any cleaning. The TIG method is most commonly used for welding stainless steels and other high-alloy steels and materials such as copper, titanium, nickel and their alloys. TIG welding is used, among others, for welding pipes and pipelines and thin sheets. It is used in workshop practice but also in various industries including food, chemical, automotive and aerospace.
In the TIG lift variant, arcing is performed by rubbing (as is the case in the MMA method) with the tip of a non-melting electrode against a welded element and shielding gas is supplied outside the device with a special TIG cable with a valve in the handle (available separately - recommended PIROTEC PRT 01).
➕ Wertberg SG2.40 - set contents
- semi-automatic - welding machine with LCD display
- working wires on DIN quick couplers
- FCAW cable: 210cm
- 12mm² cable with electrode holder: 220cm
- 12mm² cable with mass clamp: 220cm
- power cord 3x1,5mm²: 165cm
- protective welding disc
- brush with hammer
- Polish-language instruction manual
- spool with wire FLUX 0,8mm 0,9kg
➕ Wertberg euroquality
The guarantee of the brand WERTBERG euroquality in Poland is a domestic company with a long tradition:
- professional Polish contact
- fast distribution from Poland
- own professional warranty and post-warranty service
WERTBERG euroquality products are designed based on the most innovative engineering achievements while maintaining strict quality control and using components from leading global manufacturers ( m.in : Toshiba).
They meet the requirements of the highest standards in their product classes; they have the current CE certificate; in accordance with the International Labour Organization conventions No. 138 and 182, they are not produced using slave and forced labour and child labour.
Invariably, for years they have been highly rated by the most demanding and advanced users of in Poland and other European countries.
Specifications
| Group | Name | Value |
|---|---|---|
| Parametry | Condition | new |
| Parametry | Invoice | With VAT invoice |
| Parametry | Brand | Wertberg |
| Parametry | Supply voltage (V) | 230 |
| Parametry | Maximum electrode diameter | 4 mm |
| Parametry | Wire diameter (mm) | 0,8-1,0 |
| Parametry | Welding range | 20–200 A |
| Parametry | Manufacturer code | SG 2.40 |
| Parametry | EAN (GTIN) | 5907528341484 |
| Parametry | Packaging status | original |
| Parametry | Welding methods | MMA,TIG |
| Parametry | Additional features | welding mask included,infinitely adjustable welding current,LCD display |